Tehnologija varjenja polipropilenskih cevi je precej tanko in zahtevno delo, zato je treba pred nadaljevanjem razumeti značilnosti tega materiala, njegove specifičnosti in lastnosti delovanja. Cevi iz polipropilena so začele proizvajati pred 15 leti, vendar smo v zadnjem času občutili vse prednosti. Zdaj cevi in drugi elementi vodovodne iz tega materiala se prodajajo "skoraj na vsakem vogalu."
- Vsebina
- Polipropilen - splošne informacije?
- Značilnosti polipropilenskega cevovoda?
- Spike plastičnih cevi?
- Potrebna orodja?
- Proces varjenja - stopnje in značilnosti?
- V zaključku?
Vsebina
- Polipropilen - splošne informacije
- Značilnosti cevovoda iz polipropilena \ t
- Razprševanje plastičnih cevi \ t
- Potrebna orodja
- Proces varjenja - faze in značilnosti
- Na koncu
Polipropilen - splošne informacije?
Modifikacija polipropilena, tako imenovani "kopolimer rand", ki ima številne prednosti, se uporablja za proizvodnjo cevi:
- prožnost;
- visoka mehanska trdnost;
- visoka odpornost na agresivna okolja;
- širok razpon temperaturne stabilnosti;
- ni topen v vodi in je zato okolju varen;
- ne deformira pri nizkih temperaturah;
- brez adhezije na površini kanalov;
- monolitne varjene spoje;
- je nizkatoplotna prevodnost.
Varjenje cevi omogoča hitro izdelavo cevovoda katere koli konfiguracije
.Ta seznam se lahko nadaljuje in nadaljuje, tukaj so le glavne prednosti kopolimernega randa. Njegova glavna pozitivna kakovost, ki presega vse slabosti, je prijaznost do okolja. Polipropilen ne vpliva na kakovost vode in je na splošno kemično nevtralna snov. Kazalec okolju prijaznosti polipropilena je, da je izdelan iz embalaže za hrano, pripomočkov za enkratno uporabo in celo medicinske opreme. Poleg tega je trajen material, cevi so stare vsaj 50 let, in to ni pregovorna številka. To so potrdili številni poskusi v vodilnih evropskih laboratorijih.
[include id = "5" title = "RMM je zabeležen"]
Značilnosti cevovoda iz polipropilena?
Na sodobnih plastičnih ceveh je prišlo do množične zamenjave starih železnih cevi, ki so že doživele 3 in celo 4 leta njihove primernosti. Tehnologija varjenja polipropilenskih cevi je tako cenovno dostopna, da je na tem materialu opravljenih 70% vseh del, povezanih z zamenjavo ali polaganjem novih cevovodov. Plastične cevi so veliko cenejši od železa, vendar ta dva materiala nista primerljiva v celotnem življenjskem ciklu, poleg tega pa je delo za izdelavo plastičnih cevovodov veliko manjše. Cena vpliva tudi na težo materiala, je zelo majhna, zato so tudi stroški prevoza majhni.
Do danes je bila razvita celotna tehnologija varjenja cevi, ki vključuje oprijem različnih cevipremer in vse potrebne vrste priključkov:
- krogov;
- vključki;
- zavoji;
- Američani;
- pritrdilni elementi za zaklepanje in pritrjevanje itd.

Inovativna tehnologija varjenja pn cevi zagotavlja visokotehnološko povezavo različnih komponent
.Zaključek plastična cev ima številne aplikacije, ki omogočajo sistem pobirati kompleksnosti, obliko in konfiguracijo. Edina pomanjkljivost polipropilenskih cevi je njihova nespremenljivost, tj demontažo sistema off, tako rekoč, "sto let."
Pomembno! Razlitega ali varjenega spoja ni mogoče erodirati, del pa se uporabi dvakrat. Zato je treba pri delu s tem materialom imajo hladno um in mirno roko, in potrebo, da skico prihodnost oskrbe z vodo in ogrevanjem.
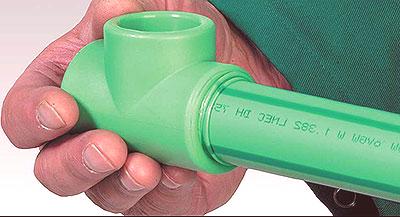
Osmišljanje procesa varjenje plastičnih cevi, vsak sposoben, ampak v tem primeru začetnike sreče ni vedno, saj so naglica in brezbrižnost prvi sovražniki koli mojstra. Pri uporabi plastičnih cevi, vendar, kot s katerim koli drugim materialom, najpomembnejše pravilo je: "Ukrep dvakrat - enkrat spayay."
Šop plastičnih cevi?
V skladu s sodobnimi standardi in koncepti varjenja imenovanih topohymycheskuyu reakcija v procesni tok kjer počitek vezi v izhodnega materiala in oblikovanja novih kemijsko stabilni povezavo. Kot rezultat uspešne reakcije obeh plastičnih elementov tvorijo trdno monolitnopovezavo Na splošno se tehnologija varjenja polietilenskih cevi ne razlikuje od adhezije polipropilena, edina razlika je v velikostih, orodjih in namenu prihodnjega sistema. Prav tako je tehnologija varjenja IPD cevi podobna procesom gobic drugih vrst plastičnih izdelkov. Zaradi jasnosti bomo poskušali obravnavati nianse varjenja polipropilenskih cevi in potem bo vse postalo jasno.

Varjenje cevi iz propilena in polietilena zahteva od umetnika natančnost in spretnost
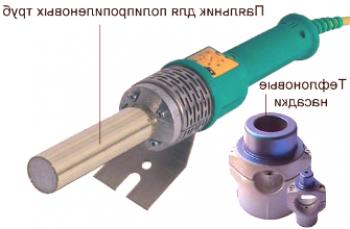
.Potrebna orodja?
Prvega ni mogoče zaobiti - to je varjena naprava, ki po načelu delovanja ni veliko drugačna od železa ali spajkalnika, razen videza. Spajkalnik (kot varjene naprave imenujemo navadni uporabniki) je sestavljen iz:
- termostata;
- grelno ploščo;
- lastnik ali pero.
Grelna plošča ima dve odprtini, ki omogočata pritrditev lepilnih elementov nanj. Ker je princip povezovanja polipropilenskih cevi varjenje same cevi, iz katere je strukturni del, nato pa par lepilnih elementov, seveda imajo različne velikosti. Najpogostejši so cevi premera 20 in 32 mm.
[include id = "6" title = "RMM je v zapisu"]
Standardni komplet za spajkanje ima štiri sklope šob: 20, 25, 30 in 40 mm, kar omogoča varjenje vseh cevi skupnega namena, na primer za dovod vode ali ogrevanje. Šobe so izdelane iz navadnega železa, ki je prekrit s posebnim slojem teflona, ki preprečuje lepljenjeplastike na površino elementa.

Vse, kar je potrebno za varjenje cevi iz polipropilena in polietilena
Bodite pozorni! Na voljo je tudi kratek priročnik za uporabo varilca, ki sledi priporočilom, ki zlahka obvladajo postopek oprijema plastičnih cevi.
Proces varjenja - stopnje in značilnosti?
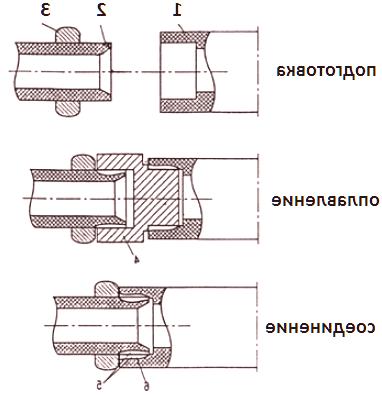
postopek varjenja, kjer:cevni priključek;
2 - posnemanje na koncu cevi;
3 - omejevalna sponka ali nalepka.
Pomembno! Ogrevani deli so strogo prepovedani, da se pomikate po svoji osi, da jih povežete s hitrim in samozavestnim gibanjem, hkrati pa se držite skladnosti elementov.
V zaključku?
Najpomembneje je, da se ne mudi, bodite pozorni in previdni, saj celoten proces spremlja uporaba električne energije, ki je v nekaterih primerih celo orožje v neprepustnih rokah. Postopek spajkanja plastičnih cevi zahteva stalno prakso, če ni mogoče pridobiti njegove dejavnosti, je bolje, da se obrnete na strokovnjake.