Vsebina:
Profilne cevi se pogosto uporabljajo pri gradnji kovinskih konstrukcij, pri izdelavi okvirjev za rastlinjake, pri izdelavi stebrov ali kalupov, ki so izpostavljeni vibracijam, pri namestitvi ograje. Cevi so kvadratne in pravokotne oblike, včasih ovalne oblike. Naučite se variti profilno cev, da bo izdelek močan in lep šiv.
- Kaj je profilna cev
- obločno varjenje
- Izbira elektrod
- Plinsko varjenje
- Kontaktno varjenje
- Koristni nasveti
- Video posnetki
Kaj je profilna cev
 Profilne cevi
Profilne cevi
Profilna cev je vrsta kovinskega valjanja, ki se oblikuje z oblikovanjem iz krožne cevi. Po deformaciji se odstrani toplotna napetost kovine. Material za izdelek je ogljikovo jeklo ali nerjaveče jeklo. Presečje cevi se giblje od 10? 10 mm do 500? 400 mm. Debelina njihovih sten je od 1 do 22 mm. Takšne cevi imajo pomembne prednosti:
- Velika izbira velikosti vam omogoča, da pobirate material za vsako kovinsko konstrukcijo.
- Standardne velikosti omogočajo spajanje delov.
- Enakomerna debelina cevi omogoča zanesljiv šiv.
- Gladka površina izdelka.
- Teža cevi je manjša od skupnega valjanja kovin, \ toblikovanje je lažje.
Pred varjenjem profilne cevi je treba upoštevati nasvete strokovnjakov o tehnologiji dela. Za varjenje jeklenih cevi se uporabljajo znane vrste varjenja: električni lok, plin, kontaktni in polavtomatski. Oglejmo si podrobno, kako pripraviti profilno cev z vsako od navedenih metod.
obločno varjenje

Zaradi enostavnosti uporabe in kakovostnega šiva ter zmožnosti uporabe obločnega varjenja za delo na težko dostopnih mestih je bila ta metoda zelo zahtevna. Uporaba pri izdelkih z debelino stene več kot 4 mm zahteva pripravo robov. Varilni stroj, ki ga je mogoče zakupiti, če ga nimate, bo moral upravljati z njim.
Profilna cev je privarjena na različne načine: navznoter, čipka, krojenje ali katerikoli kot. Kvalificirani varilci svetujejo dno šiva, vendar se morate osredotočiti na svoje pogoje, lahko uporabite vodoravni ali navpični šiv.
Za delo bo potrebno:
- varilni stroj;
- elektrode;
- zaščitna maska in rokavice;
- pribor za pritrjevanje cevi;
- brusni papir in kovinska ščetka.
Izbira elektrode
 Elektrode
Elektrode
Kakovost povezave je odvisna od tega, katere elektrode kuhajo profilno cev. Elektroda majhnega premera ne bo zagotavljala togosti šiva in prekomerna debelina bo privedla do gorenja cevi. Ustrezna elektroda mora ohraniti enako gorenje loka inmotijo oksidativne procese.
Profilne cevi istega premera so varjene z nefuzidnimi elektrodami z uporabo argona kot zaščitnega plina.
Izbira premera elektrode je odvisna od velikosti sten cevi. Za tanko kovino do 2 mm se bo elektroda prilegala? 1,5 mm, za debelejšo kovino v 2-3 mm potrebujete elektrodo? 2 mm Za kovino večje debeline? 4-6 mm potrebujete elektrodo? 4 mm
 Montaža varilne mize
Montaža varilne mize
Podrobnosti za varjenje so pritrjene na posebno mizo ali izdelane za ta namen. Od njih je treba odstraniti umazanijo in maziva. Izvedena je točka vpetja kovine, da se zagotovi struktura. Po poravnavi se izvede glavni postopek. Varilni oblok se poganja s hitrostjo, ki omogoča, da se robovi topijo, kovina pa nima časa, da pride v notranjost.
Splošno priporočilo o tem, kako pravilno izvajati varjenje, ni optimalno, na praktičen način se izbere optimalna hitrost.
Pri tankostenskih ceveh se varjenje izvede v enem samem koraku, za povezavo debele kovine pa je potrebnih več prehodov za varjenje vseh plasti. Obdelava robov vam omogoča izvedbo več šivov in zmanjšanje napetosti kovine. Na način obločnega varjenja vplivajo: jakost toka, polarnost, premer elektrode, napetost, tip toka. Jakost električnega toka lahko variira od 20 do 90 amperov, izračuna pa se na podlagi debeline elektrode. Pri delu s tanko kovino se priporoča konstanten tok s povratno polarnostjo.
V postopku varjenjaNastane žlindra, ki zmanjšuje trdnost šiva in jo je treba občasno odrezati. Ko se šiv ohladi, se očisti. Mesta, segreta na visoke temperature, rje hitreje, zato zahtevajo temeljito zaščito pred korozijo.
Plinsko varjenje
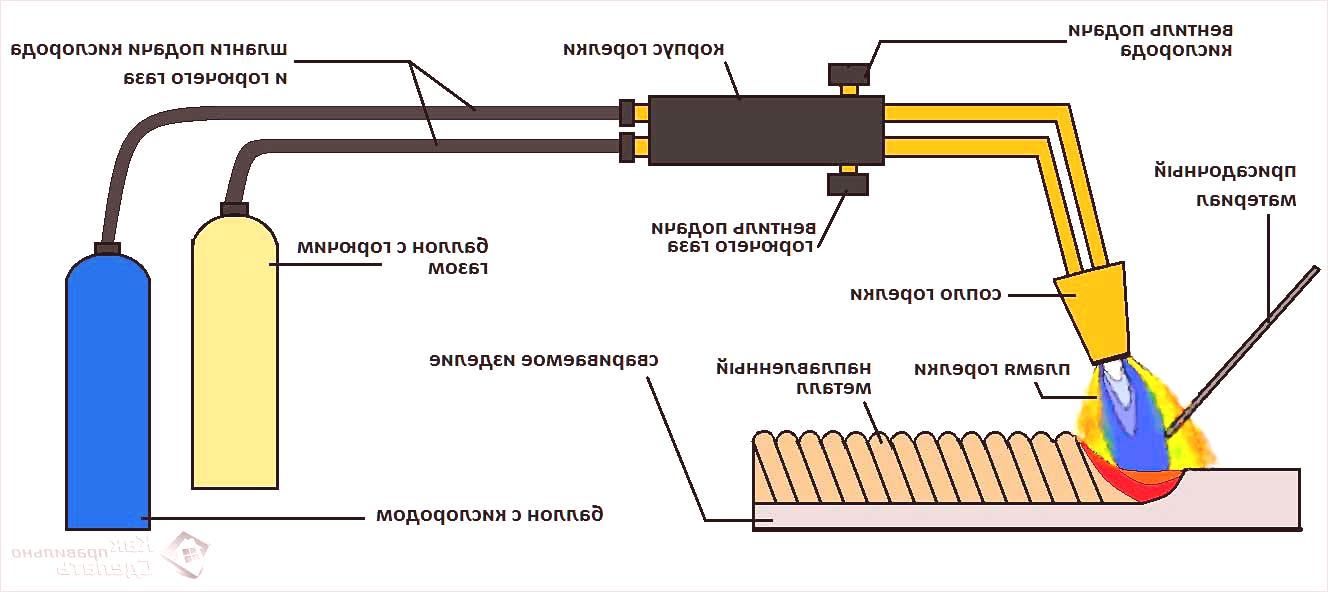
Za delo je potrebno:
- kisikov valj;
- menjalnik;
- acetonski rezervoar;
- aditivne palice;
- gorilnik in konice;
- cevi za dovod plina do gorilnika.
 Varjenje kovin
Varjenje kovin
Varjena konstrukcija zahteva pritrditev in čiščenje površine, pri čemer je debelina kovinske stene 5 mm izvedena drsna roba. Predhodno pokrivanje varjenih površin s pretokom bo ustvarilo folijo, ki ščiti pred oksidacijo in bo močnejša. Zgorevanje podpira mešanico kisika in acetilena, kar povzroči, da se vrzel napolni s staljeno kovino. Ta metoda se manj uporablja, ker je dražja, delo z plinsko opremo pa je bolj nevarno in zahteva usposabljanje plinskega varilca.
Izboljšanje njegove kakovosti omogoča, da se dodatek izbere posebej za te namene. Pri tankostenskih ceveh se uporablja način varjenja "od leve proti levi". Krmilna palica se napaja pred gorilnikom. Enotno taljenje dodatkov in robov omogoča oblikovanje zanesljivega in natančnega šiva. Pokrivanje šiva s pretokom ustvarja film, ki ščiti pred oksidacijo. Cevi z debelimi stenami povezujejo šiv "od leve proti desni", dodatek je za gorilnikom. Po ohladitvi je potreben šivizboljšanje Vsaka stopnja zahteva preverjanje geometrije, pri odkrivanju izkrivljanj pa je treba poravnati obliko.
Plinski gorilniki se zaradi visoke temperature ne uporabljajo za priključitev tankostenskih profilnih cevi, saj se talilni in deformacijski robovi izdelkov.
Varjenje s plinom je dražja metoda, saj je nakup acetilena veliko dražji od tistega, ki se uporablja za obločno varjenje električne energije. Toda v odsotnosti vira energije postane nepogrešljiv.
Kontaktno varjenje

Ta metoda v vsakdanjem življenju ni razširjena in jo uporabljajo le profesionalni varilci. Uporablja se na mestih, kjer je nameščena posebna oprema. Ta zapleten tip varjenja se izvaja zaradi pritiska elektrod na delu in ob istočasnem prenosu električnega toka. Postopek poteka brez uporabe aditivov. Kontaktno varjenje zagotavlja zanesljivo povezavo robov. Plastična deformacija zaradi stiskanja in kratkotrajnega povečanja temperature od prehoda toka, ki tvorita celovito povezavo kovine.
Koristni nasveti
 Okvir trdnega profila
Okvir trdnega profila
Varjenje profilnih cevi z lastnimi rokami ima več skrivnosti:
Z malo izkušenj z varilnim strojem lahko brez težav zvarite potrebno strukturo iz profilnih cevi. Video z razlagami profesionalnih varilcev vam bo pomagal razumeti podrobnosti.
Video
Ta video prikazuje, kako se izvaja polavtomatsko varjenje profilnih cevi z varilno žico:
Ta video ni izobraževalen. Prikazana metoda omogoča varjenje precej tankega profila laka brez spretnosti, brez izgorevanja: