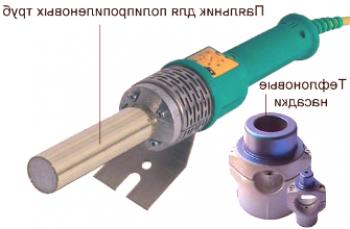
Polietilenske cevi (HDPE) s premerom od 20 do 1200 mm so bile razširjene zaradi svojih prednosti in enostavnosti vgradnje. Uporabljajo se za polaganje plinskih in vodovodnih cevi, notranje, zunanje, nevihtne kanalizacije. Polietilenske cevi se lahko glede na predvideni namen pritiskajo ali niso pod tlakom. Drugi se uporablja samo za kanalizacijske sisteme.
Polietilenske cevi se lahko priključijo na tri načine, od katerih je eden razdeljen (povezava s prirobnicami in fitingi), druga dva pa sta varjena brez odstranljivega materiala (varjena s posebno opremo, lakirano ali elektromagnetno). Zvarni spoji so najmočnejši, šivi so nepredušni, odporni na vplive kemično agresivnih okolij.
- Pripravljalni postopek pred varjenjem cevi IPA
- Zvar elektro-mufov
- Načelo metode elektromotornega varjenja
- Tehnologija varjenja za IPD cevi z elektromotorjem
- Video - Elektromagnetno varjenje cevi PND
- Varjenje palic IPD cevi z lastnimi rokami
- Tehnologija čelnega varjenja polietilenskih cevi
- Video - Vbodni zvari polietilenskih cevi
Pripravljalni postopek pred varjenjem cevi IPA
Ne glede na vrsto varjenja IPP cevi je treba pred začetkom dela sprejeti številne pripravljalne ukrepe.
- za nabavo in prinašanje cevi in pritrdilnih elementov (neposredni priključki, koti, T-elementi in drugi priključni elementi), objemke inredukcijski vložki, ki ustrezajo premeru varjenih cevi;
- razporediti in sprostiti iz tujih predmetov delovno ploščad, na kateri bo nameščena varilna oprema;
- za mehansko obdelavo koncev IPD cevi in vseh armatur.
Oprema za varjenje pred delom je treba temeljito preveriti glede uporabnosti in učinkovitosti. Vrstni red priprave opreme je naslednji:
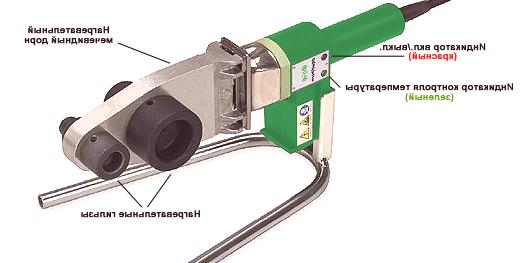
- vizualno pregledati vozlišča varilnega aparata, preveriti ozemljitvene in električne žice za uporabnost, preveriti nože svinčnika do stopnje ostrenja;
- nadalje pripraviti električni generator, ga napolniti z gorivom in opraviti testno vključitev;
- se deli opreme (strgalo, glava, grelec) pred delom očistijo umazanije in sledi pritrjenega polietilena, nato se vse površine razmaščijo s topilom;
- na hidravličnem sistemu varilne opreme obvezno preverite prisotnost olja in njegove ravni, opravite teste za delovno zmogljivost gibljivega vpetja, nato pa podmažite vse drgne dele opreme s posebnimi sestavami;
- opravi pregled vseh razpoložljivih merilnih instrumentov.
Varilna elektromotorja

Elektromotorne varjene
Če primerjamo elektro-sklopitev in spajkalno varjenje, je prva ekonomsko manj ugodna, vendar je zelo primerna v primerih, ko se delo opravlja v težkih razmerah z minimalno delovno površino. Elektro-varjenje varjenje pogostoUporablja se za popravilo IPD cevi (zlasti za cevi s premerom do 160 mm) in razvejane instalacije v že obstoječem cevovodu. Varjene šive po visokokakovostnem delu lahko prenesejo pritisk do 16 atmosfer.
Načelo metode elektromotornega varjenja

Naprave za elektromotorno varjenje cevi iz polietilenskih cevi
Elektromotor je oblikovan kos, narejen iz polietilena z vstavljeno električno spiralo v primeru sklopke. Spojke so izdelane za cevi različnih premerov in kalibrirane s črtno kodo, ki označuje pogoje temperaturnega režima, trajanje ogrevanja in druge informacije za delo. Če se izvaja pravokotno varjenje IPD cevi, se muffle uporablja v preprostih oblikah, za vgradnjo drugih konstrukcij pa so na voljo teflonsko elektrificirane, sedla in drugi deli iz polietilena s podobnimi elektrospiri.

Montaža delov za polietilenske cevi
Načelo je naslednje: po dovodu električnega toka v spojno tuljavo pride do povečanja temperature okoliškega sloja polietilena in njegovega taljenja. Po tem se konci polietilenske cevi pod sklopko segrejejo. V tem primeru se cev razširi in tvori potreben pritisk za kakovostno varjenje. Po odklopu napajalne enote se cev ohladi, privarjeni šiv z varjeno spojko pa se strdi in tvori trdno zatesnjeno povezavo.

Cev v odseku po elektromagnetnem varjenju
Tehnologija varjenja za IPD cevielektrično ožičenje
Pred postopkom varjenja pripravite: odstranite kontaminacijo iz cevi, očistite njihov rob, razmastite notranjo površino elektromotorne sile.
Po tem se robovi cevi vstavijo v sklopko in pritrdijo vse to konstrukcijo na pozicioner.
Za iskanje varilnih parametrov preberite črtno kodo na oblikovanem delu ali ročno vnesite določene vrednosti na električni varilec.
Stiki elektromotorja in varilnega stroja sta med seboj povezani in napajalna napetost.
Na koncu postopka priključitve se spojke in konci cevi izklopijo z napajalnikom, zasnova pa se ohladi, pri čemer se strogo drži nepremičnine. Ko se cev ohladi, jo izvlečete iz pozicionerja in natisnete protokol varjenja.
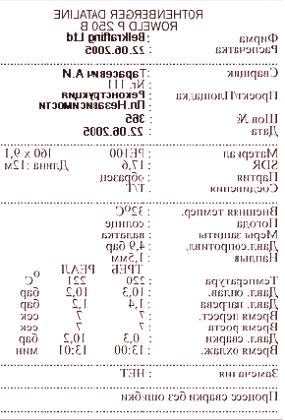
Protokol za varjenje
Če ima varjena cev velik premer, se lahko element doda tehnologiji za dodatno segrevanje delov.
Video - Električno varjene cevi IPA
Varjenje IPD cevi z lastnimi rokami

Oprema za uporovno varjenje cevi, IPA
Varjenje s palico je tehnološko bolj zapleten postopek kot povezava IPD cevi z elektromotorno silo. Delo se lahko opravi samo s kvalifikacijo varilca in ustreznimi delovnimi izkušnjami.

Oprema za čelno varjenje polietilenskih cevi
V primeru upogibanja se oblikuje monolitni šiv, ki ne ustreza tehničnim parametrom drugih površin polietilenskih cevi, ne krši.prilagodljivost oblikovanja. Na ta način povežite medsebojne cevi ter namestite okovje in druge dele.

Shema varjenja [150]
Sestavljeno varjenje se uporablja samo za priključitev delov iste vrste polietilena, premera SDR z debelino stene več kot 4,5 mm in premera več kot 50 mm. Temperaturni režim delovanja mora ustrezati območju od -15 ° C do + 45 ° C.
Tehnologija varjenja polietilenskih cevi
V pripravljalni fazi preverite ovalnost polietilenskih cevi, primerjajte debelino njihovih sten, skladnost SDR varjenih delov. Po tem, od konca zadeti čipov, neenakosti (mogoče je uporabiti električno žago, ki reže cevi pod kotom 90 °), očiščena onesnaževanja (prah, pesek, vlaga, itd.).
V centralizatorju so nameščene cevi, pri čemer je razdalja med konci približno 4 cm.
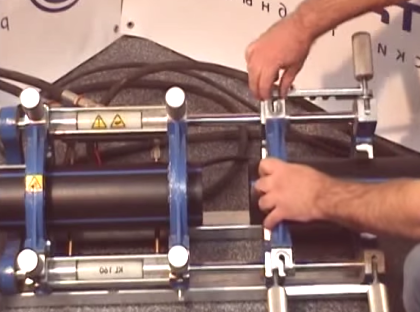
Cevi so nameščene v centralizatorju, pri čemer je razdalja med konci približno 4 cm
Po tem se oblikovanje primarne rešetke izvede s taljenjem koncev cevi na varilnem stroju.
Grelnik vpliva na konce IPD cevi. V tem primeru se toplota razširi globoko v polietilen, pri čemer se začne proces taljenja.
Po tem, ko se ogrevalni del varilca zadrži na koncih cevi za določen čas, ki je izbran glede na velikost in debelino izdelkov, se ga previdno odstrani in ogrevane cevi so med seboj povezane. Pomembno je, da je čas, potreben za odstranitev varilnega stroja inkanali ogrevanih koncev cevi so bili minimalni.
Po vročem polietilenu se po združitvi oblikuje končna mreža. Ustrezen pritisk zagotavlja stroj s hidrodinamičnim transporterjem.
Ko se polietilen ohladi, se pojavi enakomerno zatesnjen šiv - pojavi se šop. V primeru napak v postopku /vgradnji se šiv izkaže za heterogenega ali ukrivljenega. Pomembno je, da se stene cevi med seboj ne premikajo za več kot 10% debeline njihovih sten.
Pojav pravilne in napačno varjene LNG cevi
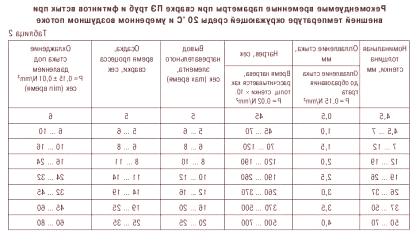
Tabela s priporočenimi časovnimi parametri za premostitveno varjenje polietilenskih cevi