
Za povezavo cevi s pomočjo spajkanja za različne namene, je človeštvo začelo že kar nekaj časa. Obstaja veliko razlogov, zakaj je bila ta metoda uporabljena doslej, kljub prisotnosti različnih ultra-sodobnih metod. S pomočjo spajkanja cevi lahko dosežemo trdno, nepremočljivo povezavo elementov z uvedbo spajkanja. Ta material je narejen iz različnih kovin, medtem ko se tali mnogo hitrejše komponente, ki jih je treba priključiti. Če upoštevate določena pravila spajkanja, lahko dosežete tak šiv med elementi, ki bo trajal precej dolgo, kar zagotavlja skoraj ničelno verjetnost uhajanja.
Vsebina
- Lastnosti bakrenih cevi
- Orodja in materiali
- Pripravljalna faza
- Postopek in metode spajkanja \ t
- Spajkanje na spajkanje
- Fluxes
- Video
Poleg spajkanja bakrenih cevi, ki je opisana v tem članku, obstaja še ena skupna metoda - povezovanje cevi s kompresijskimi fitingi, ki je veliko manj zanesljivo.
Nazaj na vsebino
- Lastnosti bakrenih cevi
- Orodja in materiali
- Pripravljalna faza
- Postopek in metode spajkanja
- Spajkanje pri nizkih temperaturah
- Spajkanje pri visoki temperaturi
- Spajkalni spajkalnik
- Baker-fosfor
- srebro
- Flux vrste
- Video posnetki
Lastnosti bakrenih cevi
Obseg uporabe takih cevi je precej širok, zato je pogosto treba to storitispajkanje bakrenih cevi z lastnimi rokami. Bakrene cevi se uporabljajo za oskrbo z vodo, prezračevanje, oskrbo s plinom in ogrevanje. So okolju varni in čisti materiali, imajo tudi antibakterijske lastnosti.
Takšne cevi se lahko v celoti namestijo tako v odprtem prostoru, ker niso izpostavljene negativnemu vplivu ultravijoličnih žarkov, in da se premaz montira - lastnosti bakra iz njega se ne poslabšajo. Zanimiva kakovost tega materiala je tudi visoka plastičnost - bakrene cevi se upognejo v katero koli smer, nato pa ostanejo primerne za uporabo.
Minus spajkanja bakrenih cevi je predvsem posledica visokih stroškov same kovine.
Nazaj na vsebino
Orodja in materiali
Za lastno kakovost spajkanja cevi potrebujemo naslednjo opremo, materiale in orodje:
- cevi;
- posebna oprema;
- tok;
- Sipi;
- cevni lok;
- nož;
- finozrnati brusni papir;
- krtačo ali strgalo;
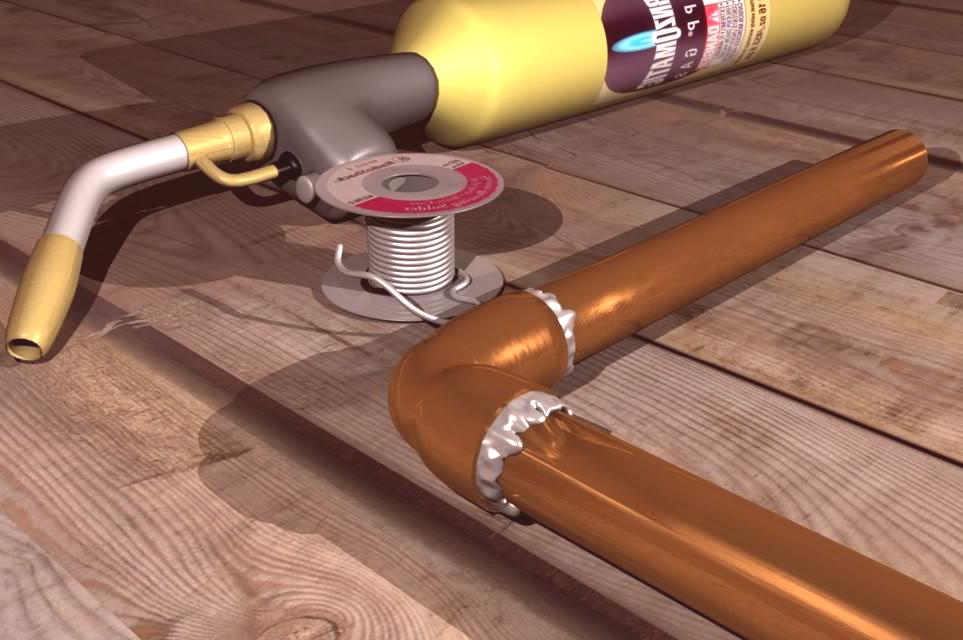
- gorilnik propana;
- delavec je razširitveni;


- gradbeni sušilnik za lase;
- krpe.
Nazaj na vsebino
Pripravljalna faza
Pri delu se je treba zavedati, da mora obstajati določena vrzel med deli, ki jih je treba priključiti. To je eden od razlogov, da je tehnologija spajkanja bakrenih cevi z lastnimi rokami zelo težaven proces, zato je treba nenehno spremljati njihovo delovanje.Prav tako je treba zagotoviti, da na ceveh ni napak - pogosto se pojavijo pri rezanju cevi. Prepričajte se, da so rezine čim bolj gladke.
Med delom je treba ohraniti čistost materiala - odvisno od tega, kako močan bo šiv. V ta namen je treba cevi obdelati z vodo in krpo, da bi odstranili vse kontaminacije. Šele po taki obdelavi se lahko začne neposredno spajkanje.
Nazaj na vsebino
Postopek in metode spajkanja

Spajkalne bakrene cevi so sestavljene iz več korakov, in sicer:
- Najprej morate označiti cevi in jih razrezati na segmente, ki jih potrebujete. Če morate cev upogniti, uporabite posebno orodje - cevni lok.
- Končno čiščenje površine se opravi iz prahu, onesnaževalcev in neravnine, ki nastanejo med postopkom rezanja.
- Pred priključitvijo priključka s cevjo je treba preveriti velikost delov in zračnost (približno 0,4 mm).
- Nato se uporabi fluks, da se zagotovi čistost površine in lažje spajkanje.
- Po sestavljanju delov nadaljujte z ogrevanjem. Načini se razlikujejo, odvisno od vrste spajkanja bakrenih cevi, ki jo načrtujete z lastnimi rokami. Pri visokotemperaturnem spajanju se uporablja propan gorilnik, ki je primeren tudi za spajkanje pri nizkih temperaturah.
- Nato je montažni sloj napolnjen s spajkom. Pomembno je, da ga enakomerno razporedite vzdolž delovne površine.
- Na koncu spajka se mora nastali šiv ohladitilahko naredimo s pomočjo gradbenega sušilnika za lase.
- Zadnja faza je odprava presežnega pretoka in čiščenje vode.
Varjenih delov je nemogoče mešati, dokler se popolnoma ne kristalizirajo.
Natančneje, postopek spajkanja bomo obravnavali še naprej in razkrili bistvo njegovih glavnih vrst - nizke temperature in visoke temperature.
Spajkanje pri nizkih temperaturah
- Površina se mora segreti z gorilnikom na 200-250 stopinj.
- Na delih se na iskrenih mestih nanesejo iskre.
- Spajkanje se izvaja. Spomniti se moramo, da se mora plamen neprestano premikati. Pri taljenju spajka se plamen potisne, da se prosto zapolni. Ne dodajajte dodatnega žvepla - to lahko privede do vstopa v cev.
Pri montaži cevi se lahko širina spoja giblje od 7 do 50 mm, kar je idealno za delo s proizvodi s premerom od 6 do 108 mm. Na ta način so segmenti cevi pogosto povezani v cevovode ogrevanja, oskrbe z vodo.
Visoko temperaturno spajkanje
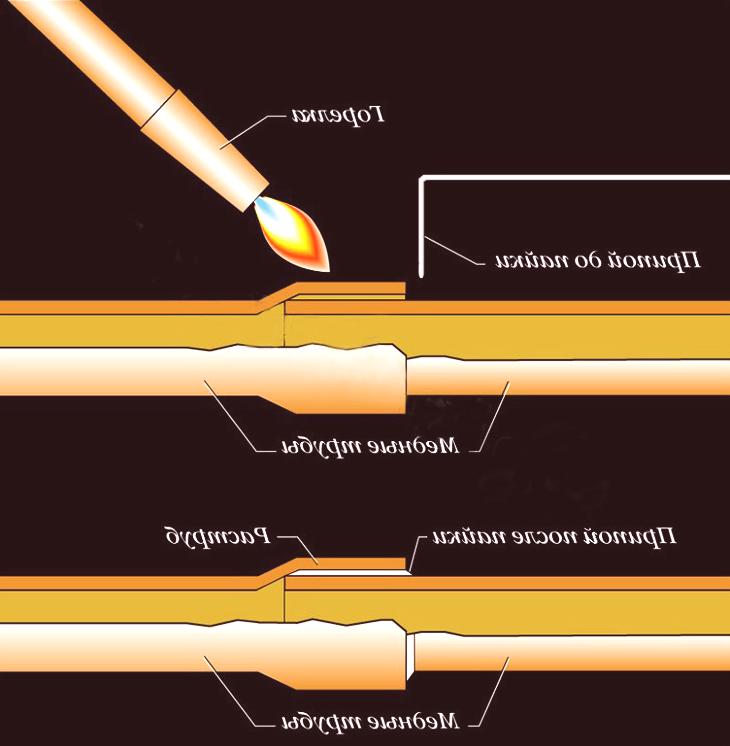
- Ta vrsta spajkanja se izvaja pri temperaturi nad +450 stopinj. Potrebno je ogreti površino, potem pa - požirek. Močnejši kot pri spajkanju pri nizkih temperaturah, tvori precej močan šiv. Vendar pa je treba pokazati natančnost - v primeru pregrevanja izdelka se lahko pojavijo vrzeli.
- Plamen gorilnika mora biti srednji.
- Za pritrditev šiva se v tem primeru uporablja konstrukcijski sušilnik za lase, kot je že omenjenozgoraj.
Nazaj na vsebino
Spajkalnik za spajkanje
Bakreni-fosforni in srebrni spajki so med najpogostejšimi vrstami spajk, ki se uporabljajo pri spajkanju bakrenih cevi. Oglejmo jih podrobneje:
Baker-fosfor
Troslojni bakreno-fosforni spajk vsebuje v sestavi srebro. Široko se uporabljajo za visokotemperaturno spajkanje. Takšna topila imajo nizko tališče in visoko fluidnost, zaradi česar je takšen postopek kot spajkanje bakrenih cevi z lastnimi rokami zelo priročen. Poleg tega, ker vsebuje fosfor, pri delu ni potrebno uporabljati fluksa. Povezava na osnovi takšnega spajka je trdna in odporna proti koroziji. Baker-fosforjev spajk za spajkanje bakra, nato pa je razdeljen na več tipov:

1. Omaka z vsebnostjo srebra 2%
Za ta tip je značilen povprečni razpon, ekonomičen pri uporabi. Vzdržuje visoke obremenitve v obliki vibracij in udarcev.
2. Injekcijska brizga s 5% srebrom
\ tTa vrsta je bolj plastična, ki lahko zapolni vrzeli najbolj kakovostno, saj se razširi počasneje. Obremenitev tega spajka lahko prenese višje temperature kot prejšnje.
3. Omaka z vsebnostjo srebra 15%.
Najbolj plastična v svoji kategoriji je ravno ta vrsta, saj je vsebnost srebra v njem najvišja. V skladu s tem lahko taka naprava prenese večje obremenitve.
SrebrnaTi spajki so sestavljeni iz 4 komponent, ki vključujejo srebro (do 55%). Najpogosteje srebrotopila se uporabljajo v živilski industriji.
Glavne značilnosti materiala vključujejo nizko tališče in odlično sposobnost zapolniti vrzeli. Prav tako jih je treba uporabiti, ko gre za spajkanje bakrenih cevi z lastnimi rokami, zaradi odpornosti na večje obremenitve z vibracijami in udarci.
Spajki na osnovi srebra so primerni za tiste, ki želijo variti fitinge. Uporabite jih po možnosti s pretokom.
Ta kategorija je razdeljena na več vrst: spajka, ki vsebuje 30-, 38-, 40-, 45- in 55-odstotno srebro. V skladu z lastnostmi srebra, najmočnejši šiv in odpornost na poškodbe zagotavlja uporabo spajkanje spajkanje z vsebino te kovine v višini 55%.
Druge tekočine, ki se uporabljajo za spajkanje, vključujejo kositer in svinec. Slednji so prepovedani za uporabo v oskrbi s plinom in vodovodnih ceveh zaradi strupenosti.
Nazaj na vsebino
Fluxes
Flux je aktivna snov, ki je potrebna za najboljše možno spajkanje. Njegova uporaba izboljša fluidnost spajka, očisti delovno površino cevi pred kontaminacijo, zagotavlja zaščitno folijo, ki preprečuje negativne učinke kisika na šiv.

Pri uporabi spajkanja pri nizkih temperaturah se priporoča uporaba fluksa za lažje delovanje.
Vendar se s spajkanjem pri nizkih temperaturah ta snov, kot je že omenjeno, ne uporablja.

Spajkanje lastnih bakrenih ceviroke - precej težka stvar, vendar je povsem mogoče, da jo obvladajo, ne da bi bil specialist. Ko skrbno izberete komplet orodij, skrbno upoštevate vsa priporočila in navodila, lahko enostavno dosežete želeni rezultat.
Nazaj na vsebino







