Bakrene cevi se uporabljajo mnogo manj pogosto kot umetne snovi ali polipropilena. Toda zaradi kompleksnih odlične tehnične značilnosti - toplotne prevodnosti, korozijo in biološke stabilnosti, ki jih najdemo v vodovodno, ogrevanje, klimo.
Bakrov cevni material je drag, vendar ga lahko prihranite pri namestitvi. Na primer, spajkanje bakra gorilnik cev za plin je na voljo za vsakogar, ki želi izboljšati svoj sistem ali pa popravila. Ponujamo uporabne materiale za spajkanje - od izbire orodja do končnih zaključkov.
- Značilnosti postopka spajkanja bakra
- Potrebna orodja in materiali
- Podrobna navodila za spajkanje bakrenih cevi
- Korak # 1 - Rezanje delov
- Stopnja # 2 - čiščenje in širijo odseki
- Korak # 3 - Uporaba fluksa
- Korak # 4 - Podrobna povezava
- Stopnja # 5 - spajkanje tehnologije v kapilari
- Korak # 6 - Obdelava šivov
- Priporočila izkušenih obrtnikov
- Sklepi in koristni videoposnetki na to temo
Značilnosti postopka spajkanja bakra
Bistvo spajkanju je tesno povezavo dveh elementov bakrene cevi s segrevanjem in taljenja vezivno gradivo - spajkanje.
kositer zlitine po ohlajanju tvori zanesljivo, zložljivo obliko, ki bo še treba uporabiti za prevoz tekočine, hladno hladilno vodo.
 Postopek spajkanja bakracevi pri nameščanju opreme za ogrevanje vode. Ogrevanje se izvaja z ročnim plinskim gorilnikom, saj je spajka - žica iz kositra
Postopek spajkanja bakracevi pri nameščanju opreme za ogrevanje vode. Ogrevanje se izvaja z ročnim plinskim gorilnikom, saj je spajka - žica iz kositra
Na splošno se nizko-temperaturno ali z drugimi besedami mehko spajkanje, pri katerem temperatura plamena iz plinskega gorilnika ne preseže 450 ° C, običajno uporablja. Za njo se uporablja taljive spajke, največji premer cevi pa ne presega 110 mm.
Mehko kapilarno spajkanje je primerno za opremo za vodovodne in ogrevalne sisteme, ne pa tudi za transport plina.
Potrebna orodja in materiali
Da bi zagotovili, da so priključki cevi ali cevi zatesnjeni in niso izgubili svoje servisne sposobnosti, je treba uporabiti posebno orodje in materiale, ki jih izdelajo preverjeni proizvajalci.
Priporočamo, da redno uporabljate orodja, ki jih uporabljate v specializiranih prodajalnah, blago iz kitajskih spletnih trgovin pa bo sprejeto za enkratno delo.
Minimalni niz za kapilarno spajkanje vključuje številne pripomočke.
Galerija slik
Fotografija iz
 Material cevi mora vsebovati najmanj 99% bakra. Vroče cevi običajno prodajajo zalivi z dolžino 25 m ali 50 m in nezaščiteni z vzletno-pristajalnimi stezami dolžine 3 m ali 5 m. butan Če je piezoelektrična črpalka na voljo, je bolj primerna za ogrevanje plina, nastavljanje plamena
Material cevi mora vsebovati najmanj 99% bakra. Vroče cevi običajno prodajajo zalivi z dolžino 25 m ali 50 m in nezaščiteni z vzletno-pristajalnimi stezami dolžine 3 m ali 5 m. butan Če je piezoelektrična črpalka na voljo, je bolj primerna za ogrevanje plina, nastavljanje plamena Če je cev razdeljena na elementeNavadna žaga ali električni rezalnik se izkaže za neenakomerno. Cevni rezalnik zagotavlja natančnost, natančnost, brez strjevanja
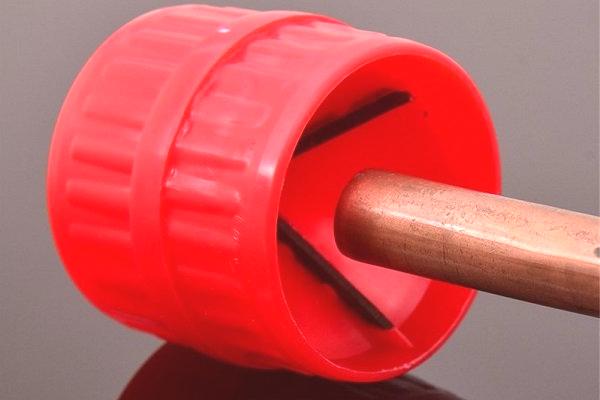
Če je cev razdeljena na elementeNavadna žaga ali električni rezalnik se izkaže za neenakomerno. Cevni rezalnik zagotavlja natančnost, natančnost, brez strjevanja S pomočjo ekspander-kalibratorja lahko razširite premer na koncu cevi. Ventilator se uporablja za pripravo odrezanih cevi, da očistijo rob robov, da postane kovinska površina gladka in gladka, da se zoži rob
S pomočjo ekspander-kalibratorja lahko razširite premer na koncu cevi. Ventilator se uporablja za pripravo odrezanih cevi, da očistijo rob robov, da postane kovinska površina gladka in gladka, da se zoži rob
, da se spoji izvedejo brez uporabe spojk
 Spajkanje doma običajno poteka s kositrnim spajkanjem. Najboljši dodatki kositra so srebro in baker, pa tudi zlitine z antimonom, bizmutom
Spajkanje doma običajno poteka s kositrnim spajkanjem. Najboljši dodatki kositra so srebro in baker, pa tudi zlitine z antimonom, bizmutom . Spajkanje
. Spajkanje S trdno kovinsko ščetko se pred nanosom paste obdela notranja površina cevi. Potrebovali boste tudi gobo ali nasdashko - za zunanjo obdelavo in krpe - za odstranjevanje presežka toka
S trdno kovinsko ščetko se pred nanosom paste obdela notranja površina cevi. Potrebovali boste tudi gobo ali nasdashko - za zunanjo obdelavo in krpe - za odstranjevanje presežka toka
 Bakrene cevi z zahtevanim premerom
Bakrene cevi z zahtevanim premerom Plinski gorilnik z regulacijo
Plinski gorilnik z regulacijo Rezalni cev za rezalne elemente
Rezalni cev za rezalne elemente
)  Podaljšek za brezmuftovno povezavo
Podaljšek za brezmuftovno povezavo Predrezalnik za odstranjevanje zgornje plasti kovine
Predrezalnik za odstranjevanje zgornje plasti kovine Spajka za kapilarno spajkanje
Spajka za kapilarno spajkanje Fluks ali pasta za predelavo bakra
Fluks ali pasta za predelavo bakra Krtača za notranjo površino
Krtača za notranjo površino
Zaradi enostavnejše uporabe se svetilka včasih uporablja z oprijemom, čepostopek spajkanja poteka na mizi ali na delovni mizi.
 Pri povezovanju elementov že nameščenega cevovoda se vsa dejanja izvajajo samo ročno. Ena roka običajno drži gorilnik, v drugi pa požirek.
Pri povezovanju elementov že nameščenega cevovoda se vsa dejanja izvajajo samo ročno. Ena roka običajno drži gorilnik, v drugi pa požirek.
Da bi hitro in učinkovito očistili notranjo površino cevi, se lahko namesto ročnega jarma uporabi glava izvijača.
Podrobna navodila za spajkanje bakrenih cevi
Za zapolnitev roke je priporočljivo trenirati na nepotrebnih delih cevi. Pridobivanje resnega dela je treba upoštevati, ko so vse spretnosti izšle - samo odrezati del, pravilno ravnati z njim, uporabiti plinski gorilnik. Postopek spajkanja lahko razdelimo na 6 stopenj.
Korak # 1 - Rezanje delov
Če morate zamenjati cevovod ali popolnoma zbrati vodo /ogrevalni sistem, potrebujete koščke bakrene cevi različnih dolžin.
Običajno so povezani s T, vogali, sklopkami. Tudi s cevasto metodo, pri kateri je en kos vstavljen v drug, z razširjenim koncem.
 Z materialom za označevanje - ruleto in označevalcem - merimo dolžino delov cevovoda. Vsak milimeter je pomemben, zato skušamo narediti najbolj natančne izračune
Z materialom za označevanje - ruleto in označevalcem - merimo dolžino delov cevovoda. Vsak milimeter je pomemben, zato skušamo narediti najbolj natančne izračune
Nato odrežemo cev in odrežemo cev na fragmente zahtevane dolžine. Če se delo izvaja na mizi, je možno uporabiti elektrokuter ali ročni model z velikim polmerom pospeševanja.
Delo v omejenih okoliščinah, na primer blizu stene, bo ustrezalosamo kompaktno ročno orodje.
Obstajajo udobne izvedbe valjev z jeklenimi rezili. Uporabljajo se preprosto: potrebno je nositi rezano cev s strani na vnaprej določeno točko rezanja, pritrditi zatikalni mehanizem in orodje obrniti okoli cevi.
 Če je rezalnik za cev izbran pravilno, tj. Za tanek stenski baker, konci cevi na točki odrezavanja niso deformirani, ampak bodo enakomerni in ne poševni
Če je rezalnik za cev izbran pravilno, tj. Za tanek stenski baker, konci cevi na točki odrezavanja niso deformirani, ampak bodo enakomerni in ne poševni
Priporočamo, da ne odrežete vseh kosov naenkrat - morda se bo med spajkanjem cevovod premikal in spreminjal njegovo konfiguracijo, zato bo treba spremeniti dolžino nekaterih delov.
Korak # 2 - čiščenje in podaljšanje odsekov
Tesno prileganje kovinskih delov in enakomerno porazdelitev spajkanja sta zagotovljena samo, ko je območje priključka maksimalno očiščeno.
V ta namen obdelamo oba sosednja fragmenta tako na notranji kot na zunanji strani.
- Najprej odstranimo posnetek, da zmanjšamo debelino kovine in pripravimo rob za spajkanje. Za kaj uporabljamo fašista - majhno valjasto orodje.
- Če se dva dela cevi neposredno povežeta, se premer roba enega fragmenta poveča s posebnim orodjem - ekspanderjem.
- Nato vzemite kovinski joržik in obdelajte notranjost.
- Z majhno zgornjo konstrukcijo s kovino ali gobo ščetite zunaj sijaja.
Območje podrobnosti rafiniranega in razmaščenega materiala se celo vizualno razlikuje.
 VzorecObdelana bakrena cev pod spajkanjem: od konca odstranjene rešetke se površina očisti. Običajno se pri povezovanju dveh delov v eni od njih očisti zunanja stran, druga pa notranja - na točki pritrditve
VzorecObdelana bakrena cev pod spajkanjem: od konca odstranjene rešetke se površina očisti. Običajno se pri povezovanju dveh delov v eni od njih očisti zunanja stran, druga pa notranja - na točki pritrditve
Če uporabljate sklopko ali vogal, je treba oba konca pripraviti pred spajkanjem, pri čemer vse tri.
Korak # 3 - Uporaba fluksa
Za povezavo bakrenih cevi uporabite različne vrste toka in paste. Njihov glavni namen - zagotoviti popolno spajkanje spajkanje območje, medtem ko pripravo kovine in ga jasno iz oksidov.
 Prilepi ali debelejši gel, da bi se uporabil lažje kot tekoči tok. Gosta in viskozna snov je bolj enakomerno porazdeljena po kovinski površini in ne teče.
Prilepi ali debelejši gel, da bi se uporabil lažje kot tekoči tok. Gosta in viskozna snov je bolj enakomerno porazdeljena po kovinski površini in ne teče.
Sestava pretoka je lahko drugačna. Funkcije čiščenja se običajno izvajajo s cinkovim kloridom, klorovodikovo ali borovo kislino. Zaščita pred kisikom zagotavlja prisotnost kolofonije, voska ali smole.
Tekoče raztopine se prodajajo v tubah, pasta pa v majhnih plastičnih kozarcih. Krtača za sestavo je običajno vključena, če ne, potem lahko kupite katero koli alternativo v trgovini s pisalnimi materiali - za lepilo ali barvo.
 Proces vlečenja je zelo preprost: čopič je treba navlažiti v pasto in nanesti tanko, vendar zapolni celotno območje sosednje plasti na površini cevi
Proces vlečenja je zelo preprost: čopič je treba navlažiti v pasto in nanesti tanko, vendar zapolni celotno območje sosednje plasti na površini cevi
Uporaba debele plasti se šteje za napako - s tesnim stikom se ekstra pasta stisne, jo je treba še odstraniti.
Korak # 4 - Povezovalni deli
Pri povezovanju dveh segmentovcevi ali fitingi in cevi za pretok se običajno nanašajo na rob notranjega dela, ki je vstavljen. Drugi element za obdelavo toka nima smisla - pri stiku je enakomerno porazdeljen na obeh sosednjih površinah.
Deli vrtimo med seboj, tako da se pasta porazdeli po kontaktnem območju, nato pa tkanina odstrani zunanjost presežka raztopine.
 Pred spajkanjem fluksa ali paste na kovinsko površino ne sme biti, sicer bo spajka ne tekla v režo med deli, ampak v nasprotni smeri - vzdolž cevi
Pred spajkanjem fluksa ali paste na kovinsko površino ne sme biti, sicer bo spajka ne tekla v režo med deli, ampak v nasprotni smeri - vzdolž cevi
Ko je povezava vzpostavljena, je treba spajkati čim prej. Pustimo, da dolgotrajno pripravljeni deli ne priporočajo, da pasta za spajkanje ne izgubi svojih lastnosti.
Korak # 5 - spajkanje na kapilarni tehnologiji
Pri ogrevanju in vodovodnih ceveh se uporablja nizkotemperaturno kapilarno spajkanje.
Postopek spajkanja poteka v naslednjem vrstnem redu:
- vključujejo plinski gorilnik;
- usmeri plamen na mesto povezave;
- premakniti tok plamena vzdolž celotne površine delovnega območja, da se zagotovi enotno ogrevanje;
- ko se deli segrejejo do tališča spajke, ga pripeljemo do vrzeli in se dotaknemo na več mestih, tako da popolnoma zapolni prostor med deli.
Če so vsi koraki pravilni, mora po spajkanju spajkati močno zatesnjeno povezavo. Zunaj izgleda kot šiv, ki je drugačne barve.
 Povezava nizkotemperaturnega spajkanja naj se ohladi v naravnem okolju. Bolje je, da se del ne premika med hlajenjem, vendar lahko nehlajen presežek spajke previdno odstranite z mokro krpo
Povezava nizkotemperaturnega spajkanja naj se ohladi v naravnem okolju. Bolje je, da se del ne premika med hlajenjem, vendar lahko nehlajen presežek spajke previdno odstranite z mokro krpo
Zelo pomembna je zmožnost uporabe svetilke, ki jo je treba pravočasno dvigniti in odstraniti. Takoj, ko se ogrevani predgretje začne priti v režo, ga je bolje odstraniti, da se ne pregrejejo deli.
Če menite, da se je spajka ustavila in se morate dvigniti, ponovno dvignite gorilnik.
Preverite trdnost in tesnost priključka šele po popolnem ohlajanju delov.
Korak # 6 - Obdelava šivov
Izkušeni mojstri ponavadi popolnoma obvladajo tehniko spajkanja in jo nosijo dobesedno za eno minuto. V tem primeru se nanašajo na spajkanje na enem mestu, nato pa se razprostira po območju priključitve in ne izstopa pod zgornjim delom.
Toda v praksi, zlasti pri novincev, je brizga pogostejša, kar povzroča brazgotine znotraj in zunaj. Notranji lahko še dodatno izzove sedimente, zunanji videz pa ni estetski, zato jih je treba odstraniti.
Čiščenje se lahko opravi z brusnim papirjem, kovinsko ščetko ali yorzhikom - enakimi predmeti, ki so bili uporabljeni za pripravo spajkanja.
 Če odstranite zamrznjeni požirek, bo površina delov in območje šiva gladka. Mesto spajkanja lahko ugotovite le v barvi, saj se juha običajno razlikuje v srebrni barvi
Če odstranite zamrznjeni požirek, bo površina delov in območje šiva gladka. Mesto spajkanja lahko ugotovite le v barvi, saj se juha običajno razlikuje v srebrni barvi
Po zaključnem dotiku - čiščenje območjaspajkanje - delo je končano. Lahko nadaljujete z naslednjo povezavo.
Priporočila izkušenih obrtnikov
Vsako fazo spajkanja spremlja upoštevanje številnih pravil, majhnih, a pomembnih odtenkov. Njihova skladnost neposredno vpliva na izid dela.
Galerija slik
Fotografija iz
 Priporočljivo je, da delate v zaščitnih oblekah, da se ne poškodujete ali se opečete: med spajkanjem uporabljajte rokavice, tesen suknjič in hlače, kozarce ali masko
Priporočljivo je, da delate v zaščitnih oblekah, da se ne poškodujete ali se opečete: med spajkanjem uporabljajte rokavice, tesen suknjič in hlače, kozarce ali masko  Za tako resen dogodek, kot je cevovodna naprava, ne priporočamo uporabe improviziranih naprav - nožev, žag, kladiv. Bolje je uporabiti profesionalno orodje
Za tako resen dogodek, kot je cevovodna naprava, ne priporočamo uporabe improviziranih naprav - nožev, žag, kladiv. Bolje je uporabiti profesionalno orodje Veliko časa je porabljenega za montažo velikega plinovoda. Za zmanjšanje postopka priprave delov za spajkanje uporabite električno orodje - na primer izvijač
Veliko časa je porabljenega za montažo velikega plinovoda. Za zmanjšanje postopka priprave delov za spajkanje uporabite električno orodje - na primer izvijač . Pripravite veliko servirov, krp ali krp - tehnologija spajkanja zahteva odstranitev odvečne paste in delo s čistimi deli. bolj prijetno
. Pripravite veliko servirov, krp ali krp - tehnologija spajkanja zahteva odstranitev odvečne paste in delo s čistimi deli. bolj prijetno Pri uporabi ročajev se spomnite, da se baker nanaša na mehke kovine in se zlahka deformira pod močnim mehanskim pritiskom. Pri vpenjanju cevi ne zvijajte ročic sile
Pri uporabi ročajev se spomnite, da se baker nanaša na mehke kovine in se zlahka deformira pod močnim mehanskim pritiskom. Pri vpenjanju cevi ne zvijajte ročic sile Nastavite temperaturo zgorevanja, da ne pride do pregrevanja. Hkrati je potrebno nadzorovati zadostno ogrevanje, sicer se spajka ne bo talila
Nastavite temperaturo zgorevanja, da ne pride do pregrevanja. Hkrati je potrebno nadzorovati zadostno ogrevanje, sicer se spajka ne bo talila Uporabiti posebno napravo za kapilarno spajkanje. Razlikuje sedejstvo, da se segreva iz vročih bakrenih delov, ne zahteva dodatnega ogrevanja, se hitro razširi po površini, ki je napolnjena s pasto
Uporabiti posebno napravo za kapilarno spajkanje. Razlikuje sedejstvo, da se segreva iz vročih bakrenih delov, ne zahteva dodatnega ogrevanja, se hitro razširi po površini, ki je napolnjena s pasto Ko se kovina popolnoma ohladi, je treba preveriti trdnost povezave - poskusite vleči deli na straneh, jih zavrtite. Če je spajka pravilno izvedena, elementov ni mogoče ločiti ročno
Ko se kovina popolnoma ohladi, je treba preveriti trdnost povezave - poskusite vleči deli na straneh, jih zavrtite. Če je spajka pravilno izvedena, elementov ni mogoče ločiti ročno
 Posebna orodja za visokokakovostno spajkanje
Posebna orodja za visokokakovostno spajkanje Električna orodja za Povečanje hitrosti
Električna orodja za Povečanje hitrosti Čistilne krpe in tkanine
Čistilne krpe in tkanine Namestniki za cevi
Namestniki za cevi Plinski gorilnik z regulacijo
Plinski gorilnik z regulacijo Spajkanje za spajkanje
Spajkanje za spajkanje Močan šiv na koncu postopka spajkanja
Močan šiv na koncu postopka spajkanja
Zagotovite, da med postopkom spajkanja okovja ali cev nista obremenjena - tako se bo staljeni spajk enakomerneje raztezal.
Po opravljenem delu odstranite ostanke toka iz cevi, tako da se bakra ne začne lomiti, in takoj očistite obleko in orodje.
Sklepi in koristni videoposnetki na to temo
Glavni razred spajkanja jasno:
Vbrizgavanje v cev s spajkanjem:
Značilnosti visokotemperaturnih spajkalnih cevi za klimatske naprave:
Tehnologija spajkanja je na voljo vsem zainteresiranim osebam, saj ne zahteva zahtevnih spretnosti ali posebne prtljage. Usposobljenost lahko dosežete v več praktičnih predmetih in pridobite materiale in orodja na najbližjem gradbenem trgu.
Toda pri razvoju sistemovPri ogrevanju ali oskrbi z vodo priporočamo začetnikom, kljub temu, da dobijo pomoč bolj izkušenih monterjev, saj se lahko napake pri spajanju spremenijo v nesrečo in dodatne stroške .