2. april 2010
Skrivnosti čistega mletja
\ t
Oddelek: mizarski posli
Nekatere stroje in orodja je mogoče prilagoditi z fleksibilnostjo in vsestranskostjo z mlinom, na primer, ko morate na robu pulta narediti gluhi utor ali okrasno kremplje. Prisotnost rezkalnih rezin je samo eden od pogojev za rezkanje brez čipov, vendar je njihova ostrina zanemarljiva. Obdelava vezanega lesa in MDF skrajša življenjsko dobo
najboljših rezil, zato je treba rezilo ponovno zamenjati ali zamenjati, če je slabše delo. Tako kot žagine liste je treba rezila občasno očistiti s posebnimi topili (npr. Empire Blade Saver). Torej ste pripravljeni začeti obvladovati tehnike, zaradi katerih je delo vaših strojev in orodij trajnejše.
1. Počasni prehodi zmanjšujejo tveganje za razpoke
Mletje iz karbidne trdine in močni mlinarji lahko povzročijo skušnjavo, da se v enem prehodu na vsakem lesu melje profil. To je najbolj zanesljiv način, da pridemo do mejne vrednosti iz materiala, kot je prikazano na primeru kraka. Plitki prehodi redko vodijo do sesanja na robu roba, zato razdelite celotno globino (širina rezkanja za več manjših prehodov, kot je prikazano na levi fotografiji). Potreben je previden pristop, umetni lesni materiali z melaminskim premazom pa naj bodo oblikovani tudi s plitkimi prehodi, po potrebi zmanjšajte globino rezkanja na 2 mm in upočasnite.hitrost napajanja
2. Igrajte se s potiskači
Podporne palice ali plošče so prav tako potrebne pri rezkanju, kot pri žaganju. V obeh primerih se sekljanje pojavi na nepotrebnem obrezovanju in ne na podrobnostih prihodnjega izdelka. Pri rezkanju ne pozabite na varnostne zahteve in uporabite potisne droge, držite prste stran od rotacijskega rezalnika. Ker je včasih za delo potrebnih veliko različnih profilov rezkanja, morate imeti zadostno število potisnih blokov ali vedeti, kako ponovno uporabiti isti blok. Ena od rešitev je lahko to. Stisnite blok strgala na debelo ploščo, v kateri je izvrtana luknja za ročaj. Z enim robom za delo, obrnite blok za 90 ° in uporabite naslednji rob za delo z rezanjem drugega profila. Hkrati sta na kvadratnem bloku še vedno dva obraza, ki čakata na novo delovno mesto. Naredite takšne enote čim večje, tako da boste kasneje lahko zagrabili obrabljene robove na stroju za žago in ponovno uporabili potisni blok. Velikih blokov, poleg tega lahko precej nadomestiti kotu ležaj prevoz, ki podpira dolge obdelovance v položaju, pravokotno na vzdolžni konec mizo mizo.
3. Načrtujte zaporedje obdelave
Morda med pripravo prvih projektov ne boste upoštevali vrstnega reda prehodov, toda kmalu po ogledu rezultatov se prepričajte, da ste razvili navado skrbnega načrtovanja vaših dejanj. Če je obdelovanec potrebno obdelati na vseh štirih straneh, ga ne vrtite,sekvenčno rezkanje robov in koncev. Najprej odrežemo konce, rezamo rezalnik čez vlakna, nato pa vzdolžna vlakna na robovih. Končna vlakna v bližini vogalov so najbolj nagnjena k cepljenju in izgledu sekancev, tako da obdelava koncev najprej omogoča odstranitev poškodovanih območij z nadaljnjim rezkanjem robov. Ali obstaja alternativa? Jih ni. Če najprej robite robove, kot je to storjeno na prikazanem preskusnem vzorcu, lahko v vogalih robov pride do prask. Pri delu z lesnimi vrstami, ki so nagnjene k nastajanju čipov, uporabite stopničasto metodo obdelave s plitvimi hodniki, za končno (čisto) pa pustite toleranco največ 0,8 mm.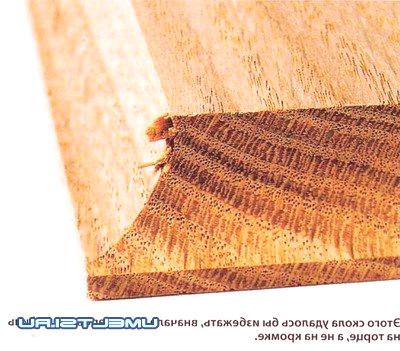
Vir lastne izdelave:
http://www.umeltsi.ru/