Vsebina članka

proizvodna oprema
\ tDanes se proizvodnja valovitega kartona šteje za eno najbolj iskanih gradbenih tehnologij. Nastali profili se uporabljajo kot strešne kritine, kot tudi materiali za izdelavo zidnih konstrukcij. Poleg tega je valovita lepenka ključni element "hitre" postavitve industrijskih objektov, hangarjev ali trgovskih paviljonov, kot tudi gradnja začasnih ali stalnih ograj. Valovita pločevina mora izpolnjevati posebne konstrukcijske zahteve, ki določajo njeno kakovost.
?
- Značilnosti proizvodnje profiliranih
- Proizvodnja valovitih listov z lastnimi rokami (mehanska pločevina)
- Industrijska linija za profilirano proizvodnjo
Značilnosti proizvodnje profiliranih
Jasno je, da kakovostnega materiala ni mogoče pridobiti brez ustrezne opreme - zato se lahko poslovanje v proizvodnji valovitega kartona sprva zdi drago, vendar se hitro izplača. Uporaba nizko kakovostne opreme za izdelavo valovitega kartona bo povzročila neskladja v geometrijskih velikostih in oblikah.
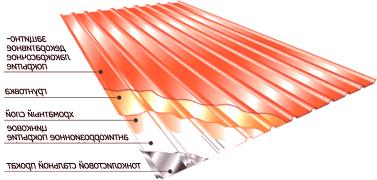
plasti valovite lepenke s premazom
Obstajajo številne zahteve za delavnice, kjer je načrtovana montaža proizvodnih linij:
- prisotnost portala žerjava ali drugeganaprava za dvigovanje tovora
- temperatura v trgovini ne sme pasti pod +4 stopinje
- prisotnost precej prostornih skladišč za postavitev jeklenih valjev in dokončanih naročil
Glede na namen se lahko podlaga za izdelavo profilne plošče prevleče ali ne. Na primer, proizvodnja valovitega kartona, ki se uporablja za streho, kot surovina uporablja trdno hladno oblikovano jeklo. Če namembni kraj prejetega materiala - zunanje delo, potem v tem primeru uporabimo surovino s premazom. Nepremazan profil se uporablja pri gradnji betonskih opažev.
Poleg tega se lahko uporabi premijsko jeklo - v tem primeru gre za sprostitev profila z debelino cinkovega premaza 20–26 mikronov. Zmanjšanje debeline prevleke dvakrat, da se prihranijo surovine, je nesprejemljivo - to bo povzročilo prezgodnjo obrabo materiala.
Na podlagi teh zahtev je treba izdelavo valovitega kartona z lastnimi rokami izvajati le z uporabo visoko kakovostnih surovin, ki imajo premaz prvega razreda. Zaželeno je, da je oprema, ki se uporablja pri delu, izdelki znanih strojno-gradbenih podjetij.
?
Proizvodnja valovitega kartona z lastnimi rokami (mehanska pločevina)

zavoj za ročno pisanje
Profilirji so upognjen profil lista, izdelan iz valovite trapezoidne oblike. Izdelati takšen kovinski profil s hladnim profiliranjem z ročno izdelanim strojem za proizvodnjovalovitega kartona ali preprosto pregibni list.
Pozor! Ročno izdelan stroj (pločevina) omogoča delo z pocinkanim jeklom debeline do 0,5 mm.
Mehanska pločevina se uporablja za umetno proizvodnjo in je namenjena za izdelavo splavarjev, drsalk, pašnikov ali listov valovitega kartona v majhni obliki. Tehnične značilnosti listne plošče:
\ t- dolžina lista - do 2 metra
- debelina 0,5 mm
- kot upogibanja - do 150 stopinj
Načelo delovanja: pocinkana pločevina se postavi na tla, pritrdi z vpenjalnim trakom in s pomočjo vzvoda nastavi želeni kot lista. Tak stroj ima sorazmerno majhne stroške, vendar se zaradi velike verjetnosti poškodb ne priporoča uporaba za delo s polimernimi prevlekami.
?
Industrijska linija za profilirano proizvodnjo
Proizvodnja valovitega kartona v velikih količinah z različno geometrijo profila vključuje uporabo metode hladnega valjanja.
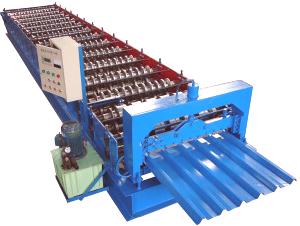
industrijska linija
Tipična linija za proizvodnjo valovitega kartona vključuje pet osnovnih naprav:
- odvijati - je gred, na katero je položen list jeklene pločevine in pozneje držan.
- Dejansko profiliranje, ki se uporablja za material traku, poteka na glavnem elementu linije - stanju vlivanja.
- Programiranje parametrov, vklop in izklop naprav se izvede z uporabo kontrolne enote.
- Zrezek končnega profila na dimenzijskih listih se izvede na giljotinahškarje
- Recepcija v večini primerov ustreza dimenzijam izdelanega lista. V tem delu linije je narejeno zlaganje in pakiranje končnih izdelkov, to je priprave za odpremo.
Pogoji valjanja so opremljeni s posebnimi kletkami, tj. Nameščenimi na posteljo s simetričnimi pari osi. Zaradi mehanskega stiskanja kletk in nastajanja valov. Večje število kletk, ki so vključene v izdelavo profilne plošče, tvori globlji profil. Hkrati država ne opravlja le osnovnih tehnoloških operacij, temveč služi tudi kot osnova za drugo opremo - giljotino in elektronsko krmilno enoto.
Seveda tehnologija proizvodnje valovitega kartona nujno vključuje rezanje na škarje za giljotino. Takšne škarje morajo ponavljati geometrijo profila na izhodu in imajo lahko tako hidravlični kot elektromehanski ali pnevmatski aktuator (slednji se redko uporablja). Kakovost teh škarij je v veliki meri odvisna od končne kakovosti izdelkov.
Treba je opozoriti, da je cena strojnega orodja za proizvodnjo profilne plošče odvisna predvsem od njegove konfiguracije in se giblje od 645 000 do 850 000 rubljev.
Krmilna enota vam omogoča nadzor delovanja vseh mehanizmov in naprav. S tem blokom lahko prilagodite začetno debelino lista in vrsto premaza ter določite tudi zahtevano dolžino lista. Veliko linij uporablja samodejni varnostni sistem - senzorje, ki v tem primeru izklopijo sistemNujne razmere.
Glavne prednosti industrijske metode v primerjavi z ročnimi so:
- idealna geometrija profila
- list prevzame eno samo napetost na širini, kar posledično pomeni, da ne bo razpoka vzdolž linij krivin .
- ni ponovnega zajetja - preoblikovanje zaradi netočnosti v geometriji