Z izumom iz leta 1957 se je začela uporaba polimerizacije vinila s polipropilenskimi cevmi. Zaradi odličnih tehničnih lastnosti in nizkih stroškov so iz mnogih domačih in industrijskih zgradb izrinili klasične kovinske cevovode. Od njih zbirajo sisteme oskrbe s toplo in hladno vodo, ogrevanje, ogrevanje. Edina težava je le spajkanje polipropilenskih cevi, ki je potrebna za njihovo povezavo.
Z izumom iz leta 1957 se je začela uporaba polimerizacije vinila s polipropilenskimi cevmi. Zaradi odličnih tehničnih lastnosti in nizkih stroškov so iz mnogih domačih in industrijskih zgradb izrinili klasične kovinske cevovode. Od njih zbirajo sisteme oskrbe s toplo in hladno vodo, ogrevanje, ogrevanje. Edina težava je le spajkanje polipropilenskih cevi, ki je potrebna za njihovo povezavo.
- Lastnosti polipropilena
- Vrste cevi
- Značilnosti orodja za spajkanje
- Tehnika povezovanja
- Proces varjenja
- Napake pri delu
- Namestitvene spremembe
Lastnosti polipropilena
 Polipropilen je brezbarvni material, pridobljen s polimerizacijo propilenskega monomera z dodatkom katalizatorjev. Zanj je značilna kemična odpornost na delovanje različnih raztopin anorganske klorovodikove kisline, kislega ali alkalnega tipa. Material ne absorbira tekočine in ima dielektrične lastnosti.
Polipropilen je brezbarvni material, pridobljen s polimerizacijo propilenskega monomera z dodatkom katalizatorjev. Zanj je značilna kemična odpornost na delovanje različnih raztopin anorganske klorovodikove kisline, kislega ali alkalnega tipa. Material ne absorbira tekočine in ima dielektrične lastnosti.
Tališče je približno 170 stopinj Celzija, trdota pa okoli 55 MPa. Prenaša vpliv mraza na -15 stopinj, ne da bi pri tem spreminjal svoje lastnosti, pri čemer vrednosti pod to temperaturo postane krhke.
Polipropilen se zaradi svojih značilnosti pogosto uporablja kot material za proizvodnjo vodovodnih cevi. Polimer, ki se uporablja za proizvodnjo, ki ne škoduje okolju in ga ne potrebujeposebno recikliranje. Njena odlična oprijemljivost na kovino omogoča izdelavo različnih vrst okovja s stiskanjem z medeninastimi vložki iz niklja z navojem.
Pri segrevanju več kot 160 stopinj se polimerni materialzmehča in postane duktilen . In ko se ohladi, vrne trdoto. Ta lastnost se uporablja pri povezovanju različnih delov cevovoda iz plastike. Spajkalnik (likalnik) se uporablja za izvedbo neločljive povezave. V tem primeru za uporabo spajkalnika za polipropilenske cevi ni potrebno posebno znanje.
polipropilen
Vrste cevi
Polipropilenske cevi (PAP) lahko prenašajo tako hladno kot toplo vodo. Glede na zahteve za oskrbo z vodo se uporabljajo integralne ali ojačane strukture. Ojačitev omogoča zmanjšanje temperaturnih podaljškov.

Lahko se izpolnina naslednje načine :
- prevlečeno z aluminijem na zunanji strani cevi;
- z dodajanjem aluminijeve mreže na sredini strukture;
- ojačitev s steklenimi vlakni;
- s taljenjem kompozitnega materiala z vlaknastimi vlakni.
Glede na vrsto armature se navodila za spajkanje polipropilenskih cevi rahlo spreminjajo.
To je bolj za naprave, ki uporabljajo aluminij. Plastične cevi so označene z latinskimi črkami PN in številko za njimi. Te številke predstavljajo največji pritisk, ki lahko prenese načrt, vzet iz njih. Da, PN 20kaže, da tlak v sredini dovoda vode lahko doseže 2 MPa.
Tehnične značilnosti uporabljenih vrst PPR in značilnosti njihove povezave za vizualizacijo so prikladno povzete v tabeli:
| Vrsta ojačitve | Ta parameter je najvišja temperatura vode, C0 | Stopnja deformacije | Najvišji tlak, atm | Uporaba | Značilnosti povezave |
| brez ojačitve | 60 | povprečje | 1 | oskrba s hladno vodo | - |
| aluminijasta perforacija | 70povprečje | 1,5 | prenos vročih ali hladnih medijev | \ tzahteva odstranitev perforacije pred spajanjem | |
| fiberglass | 90 | nizka | 2 | ogrevalni sistemi, topla tla | ne zahteva odstranjevanja |
| kompozitni material | 95 | nič | 3 | bodisi | čas končne povezave je tri minute | .
Zato je področje uporabe polipropilenskih kanalov obsežno. Zaradi svoje odpornosti proti koroziji in zunanjim vplivom, mehanski trdoti, trajnosti, enostavnosti vgradnje in nizki ceni so priljubljeni. Veliko tega olajša enostavnost povezovanja delov konstrukcije, ki zagotavlja zanesljivo, nedeljivo povezavo. Za primerjavo, namestitev celotnega sistema z lastnimi rokami traja pet do šestkrat manj časa kot kovina.
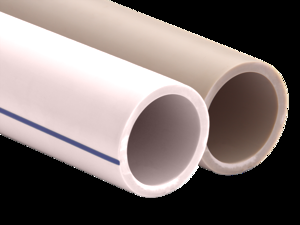
Polipropilenske cevi Vidite cevi in njihovo razliko
Značilnosti spajkalnega orodja
 Za varjenje polipropilenskih cevi ni potrebno povabitivse operacije je mogoče opraviti neodvisno. Vendar je treba opozoriti, da je sodelovanje bolj priročno. Orodje za povezovanje se imenuje spajkalnik ali železo. Razvrstite ga na dva načina: izvedba oblikovanja in moč.
Za varjenje polipropilenskih cevi ni potrebno povabitivse operacije je mogoče opraviti neodvisno. Vendar je treba opozoriti, da je sodelovanje bolj priročno. Orodje za povezovanje se imenuje spajkalnik ali železo. Razvrstite ga na dva načina: izvedba oblikovanja in moč.
Kljub konstruktivnim razlikam in številnim znamkam je načelo delovanja naprav enako. Tako kot običajno železoimata dva glavna elementa : grelec in termoregulator. Poleg tega je obvezujoči atribut spajkanja šobe. Štejejo se kot potrošni material in se prodajajo s spajkalnikom, kot tudi ločeno v maloprodaji. Šobe so izdelane iz toplotno prevodnega materiala, pokritega na vrhu teflonske plasti. Priključek je sestavljen iz dveh elementov: enega z vdolbino, drugega pa z ramo. Z njihovo pomočjo se tudi ogreva notranja in zunanja površina cevi in okovja.
Termočlen se nahaja na sredini ohišja, na katerega so priviti šobe. Za enakomerno ogrevanje in enostavno uporabo je njihova lokacija relativno koaksialna. Ko vklopite napravo v omrežju z napetostjo 220 V, se termočlen ogreva s prenosom toplote na lemno lupino. In on nato ogreje šobe. S pomočjo termostata se prikaže in vzdržuje zahtevana temperatura ogrevanja.
Takoj, ko termočlen fiksira želeno temperaturo, se sproži termočlen in ustavi napajanje grelnika. Ko se temperatura spusti za dve do tri stopinje, se grelnik povežeomrežja.
Tehnika povezovanja
 Da bi pravilno združili polipropilenske cevi, nakup spajkalnika ne bo dovolj. Kot v vsakem primeru so potrebne izkušnje, zato strokovnjaki priporočajo začetnikom, da najprej opravijo delo na vzorcih, nato pa se lotite varjenja glavnega modela.
Da bi pravilno združili polipropilenske cevi, nakup spajkalnika ne bo dovolj. Kot v vsakem primeru so potrebne izkušnje, zato strokovnjaki priporočajo začetnikom, da najprej opravijo delo na vzorcih, nato pa se lotite varjenja glavnega modela.
Pred začetkom delaje treba izvesti številne pripravljalne dejavnosti . To velja tako za priključne dele kot za spajkalno napravo. Načelo varjenja temelji na taljenju dveh delov, čemur sledi fizično spajanje med seboj do kristalizacije. Da je varilni šiv varen, se eden od varjenih delov vstavi v drugega na globini od 13 do 32 milimetrov, odvisno od premera delov. Varjenje dveh cevi poteka skozi vgradnjo. Prihajajo v različnih oblikah in velikostih. Vsak priključek je zasnovan za določen premer cevi, zato je pri spajkanju potrebno paziti.
Pri uporabi ojačane cevi z aluminijasto folijo je treba vstavljeni konec šobe očistiti s plasti. Pometanje poteka mehansko s posebnim orodjem. Ker pa je ta pripomoček drag, se pogosto uporablja nožno platno. V krogu jih obkroži s cevjo do globine postavitve ojačitvene plasti in nato odrežemo z nožem. Ta pristop zahteva znanje in izkušnje.
Pred rezanjem je treba podrobnosti obrezati na želeno dolžino, očistiti umazanije in razmastiti. V ta namen se dovoli uporaba izopropila, izobutilaali etilni alkohol. Uporaba acetona, belega alkohola, bencina ali vodke ni dovoljena zaradi odvijanja polipropilena po njihovem vplivu.
Tulce pred delom je treba očistiti tudi s krpami. Treba je paziti na celovitost teflonske plasti, uporaba šob s poškodovanim premazom je nemogoča. Zato je prepovedano čiščenje kovinskih predmetov ali abrazivov. Pri močnem sežganem lesu se uporabljajo strgala. Za udobje čiščenja šobe je priporočljivo malo segrevati s pomočjo spajkalnika.
V zadnji fazi priprave po celotnem premeru cevi je bila označena črta, ki kaže globino varjenega območja. Ta velikost mora ustrezati globini priključka. Nato lahko že neposredno nadaljujete z varjenjem.
Kako napolniti polipropilenske cevi
Proces varjenja
Po zaključku vseh pripravljalnih postopkov lahko preklopite na spajkanje. V ta namen s pomočjo izvijača privijte šobo zahtevanega premera na spajkalnik. S katere strani se nahaja zunanji ali notranji del, vrednost ni pomembna, kar je najpomembnejše, da vzdrži njihovo toleranco.

Železo za spajkanje polipropilenskih cevi je nameščeno na ravno površino, vklopljeno in ogreto za 10 do 15 minut. Za pravilno spajkanje povezavelahko uporabite naslednje navodiloza spajkanje polipropilenskih cevi:
| Premer, mm | Čas zadrževanja v segreti šobi, sek. | Čas kristalizacije spojine, sek. | Poln čas hlajenja, sek. | Globina taljenja, mm. |
| 20 | 6 42 | 14 | ||
| 25 | 7 | 4 | 2 | 16 |
| 32 | 8 | 64 | 18 | |
| 40 | 12 | 6 | 4 | 20 |
| 50 | 23 | 6 | 4 | 23 |
Spajkanje polipropilenskih cevi, tehnologija, orodja
\ tNapake pri delu
 Pravilna spajka tvori povezavo glede na značilnosti, se ne razlikuje od monolitne konstrukcije. Da bi to doseglipotrebno je ne le, da lahko uporabljamo železo za polipropilenske cevi, ampak tudi, da se izognemo napakam pri ogrevanju in stopnji pritrditve delov cevovoda.
Pravilna spajka tvori povezavo glede na značilnosti, se ne razlikuje od monolitne konstrukcije. Da bi to doseglipotrebno je ne le, da lahko uporabljamo železo za polipropilenske cevi, ampak tudi, da se izognemo napakam pri ogrevanju in stopnji pritrditve delov cevovoda.
Pogoste napake med namestitvijoje mogoče razdeliti na več vrst :
Namestitvene nastavitve
Strokovnjaki dosegajo visokokakovostne zvare, ki se brez težav držijo pravil varjenja. Za to uporabljajo majhne trike. Prvič, ko gre za povezavo, je pomembno ohraniti toleranco. To je enostavno. Skrivnost enake osi je, da uporabite vzporedno linijo s tankim označevalcem ali svinčnikom tako na površino cevi kot na pritrditev. Po taljenju boste morali te linije natančno združiti.

Za pritrditev spajke v njegovi konstrukcijiuporabljamo uteženo nogo . Toda zaradi slabe kakovosti šob ali nezadostnega segrevanja le-teh lahko izločanje raztaljenih cevnih elementov iz njih povzroči prevrnitev naprave. Zato je priporočljivo, da se varjenje izvaja s pomočnikom, pri katerem je nalogabo spajkalo ostalo mirujoče.
Da bi bil rez enak,uporabite posebne škarje . Plastična cev se z njihovo pomočjo reže natančno in brez napora. Če je rezultat neenakomeren, ga lahko poravnate z datoteko. Hkrati je treba po poravnavi spihniti cev in po potrebi odstraniti posnetek.
Pri izbiri šob je treba prednost dati tistim iz metaliziranega teflona. Enotno se ogrevajo in enostavno čistijo. Za gospodinjske potrebe bo naprava ustrezala moči 1,2 kW. To bo dovolj za varjenje cevi s premerom do 50 mm
.Tako za spajkalne cevi ni potrebno posebno znanje, kar je najpomembneje, da se držijo postopka spajkanja in upoštevajo priporočila. Ker temperatura spajkalnika dosega visoke vrednosti, je treba upoštevati varnostno tehniko, da se prepreči možnost opeklin.
NE LOVEJTE polipropilenskih cevi!