Spajkalniki se lahko uporabljajo v različnih panogah in imajo različne oblike proizvodnje: skodelice, žice, palice, folije itd. drugih parametrov.
Čipi lahko temeljijo na naslednjih kovinah:
- kositer;
- srebro;
- cinka;
- antimon;
- svinec;
- bakra.
Pomembno je opozoriti, da mora imeti spajkanje nižje tališče v primerjavi s kovinami, iz katerih so narejeni glavni sestavni deli, ki se v postopku spajkanja le rahlo segrevajo in se ne deformirajo. To pomeni, da je spajkanje veliko bolj ugoden način povezovanja kot varjenje.
Temperatura tališča pri spajkah je naslednja: nizko taljenje (145 do 450 ° C), taljenje (do 1100 ° C) in visoko taljenje (do 1850 ° C). Lahki so namenjeni za mehko spajkanje, taljenje in visoko taljenje - za trdno spajkanje.

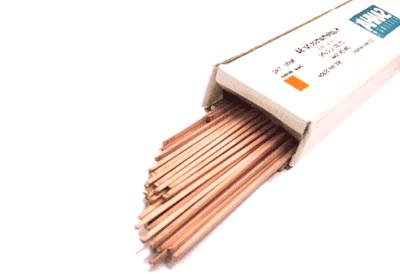
Trdna spajka za bakrene cevi
\ tPoleg spajke se za zaščito spajkalnih površin oksidacije uporablja tako imenovani tok, ki se uporablja za spajkanje. Za trdno povezavo z metodo spajkanja je pomembno, da izberete natančno spajkanje in tok.
- Zakaj potrebujete omako in obroke
- Na katerih fizikalnih in kemijskih procesih temelji spajkanje
- Spajkanje bakrenih cevi. Vrste spajkanja
- Video - Spajkalne bakrene cevi
Zakaj potrebujete omako in obroke

Spajkanje bakrenih cevi
\ tJuhapotrebno, da dobimo trden šiv. Pogosto se brez tega ne da izogniti postopku povezovanja cevi različnih uporab, vključno z bakrom.
Na katerih fizikalno-kemijskih procesih temelji spajkanje

Razporejene bakrene cevi
Pri spajkanju oborine se pri segrevanju najprej zmehča, nato pa se spremeni v tekoče stanje. Ta temperaturni interval se imenuje območje taljenja spajke. Povezovalni deli se med spajanjem segrejejo, vendar jih ne pretvorijo v tekoče stanje. Postopek fuzije tekočega spajka se pojavi, ko temperatura spajke postane višja od tališča. To je tako imenovana delovna temperatura. Staljeni spajk poškoduje kovino, ki povzroči pretok povezave, in odpravlja vrzeli med povezanimi bakrenimi cevmi.
Čas spajkanja ali obdobje od segrevanja mesta adhezije do trenutka, ko je spajka pretvorjena v trdno stanje, jo kristalizira v povprečju 4-5 minut. Prav tako je potrebno, da orodje za spajkanje proizvede toliko toplote, da v 2 minutah segrevanja stopljeni spajk reagira s spojenimi površinami. V tem primeru se pretok in deli ne pregrejejo.
Med spajanjem spajka prehaja v fizične in kemične interakcije z bakrenimi cevmi. Ta sposobnost se imenuje spajkanje.
Sama narava vseh fizikalnih in kemijskih procesov, ki se pojavljajo pri spajkanju, je zelo kompleksna in popolnoma ne preučena. Vendar pa lahko celoten postopek spajkanja na kratko opišemo na naslednji način. Pripravljalne faze pri oblikovanju povezave se lahko štejejo za ogrevanje, taljenje in vlaženje,ali stik tekoče kovine z ogrevano površino dela. Zaradi omočenja trdne kovine s tekočino se površina trdne kovine nadomesti s trdno trdno fazo. V njej so raztopine-difuzija, difuzija in kemijski procesi interakcije med tekočinskim spajkanjem in so kombinirani s podrobnostmi (bakrene cevi). Posledično se zapolnijo vse vrzeli, nastane trdna povezava med spajkom in deli. Po oborini kristalizira v procesu hlajenja in nastane šiv.
Spajkalne bakrene cevi. Vrste spajkanja
Baker zaradi svoje šibke nagnjenosti k koroziji je popolnoma spajan. V tem primeru ni treba uporabljati težkih topniških sredstev za pripravo medsebojno povezanih površin. Srebro, kositer in druge kovine in zlitine je najbolje doseči v postopku spajkanja z bakrom.

REMS spajkalnik iz bakrenih cevi
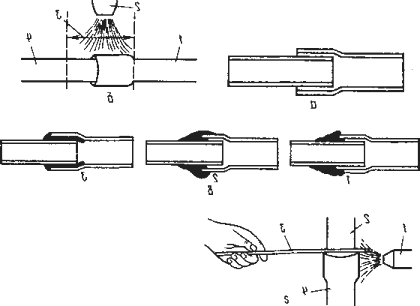
Bakreni cevovodi uporabljajo kapilarno spajkanje na podlagi pojava kapilarnosti, to je možnost, da tekočina teče skozi ozke kanale zaradi adhezije, celo v smeri, ki je nasprotna delovanju gravitacije. Zaradi te lastnosti lahko šoba enakomerno zapolni vrzeli, ne glede na položaj cevi.
Obnašanje spajkanja pri spajkanju
\ tHkrati se lahko spajkanje izvede z uporabo tako taljivih spajk, kot tudi srednje in visoko taljenje. Prvi je izdelan iz nizkotemperaturnega spajkanja, drugi in tretji pa sta potrebna za visokotemperaturno spajkanje. Izbira spajke je odvisna od pogojev delovanjakončni cevovod.

Spajkalnik za bakrene cevi
\ tZa taljive, se imenujejo tudi mehka, spajkalna pločevina, pa tudi slava, v kateri je glavna sestavina: kositra-srebro, kositra-bakra, kositra-bakra-srebra. Ta vrsta vključuje tudi spajkanje na osnovi svinca. Vendar je toksičen, zato uporaba topil s to kovino ni dovoljena pri namestitvi vodovodne napeljave za pitno vodo. Kljub dejstvu, da mehko spajkanje ni posebej močno, s kapilarnim spajanjem, tudi z uporabo nizkotemperaturnega spajka, je mogoče pridobiti visoko trdne sanitarne cevi. Svetlobno taljenje se uporablja za povezovanje bakrenih cevi, katerih premer je 6 -180 mm. Raje iz preprostega razloga, da delajo pri nizkih temperaturah. Pri visokih temperaturah lahko bakra izgubi trdoto.
Sintranje in taljenje spajka združujeta se pod imenom "trdo spajkanje". Za visoko temperaturno spajkanje bakrenih cevi uporabljamo bakrene in srebrne spajke ter nekatere druge kovine. Omogočajo pridobitev trajnega in odpornega na učinke visokih temperatur in pritiska.
Topilo bakra in fosforja L-CuP6
Najbolj priljubljeni med njimi:
- srebro;
- baker-fosfor;
- baker-srebro-cink.
Zadnji dve ne zahtevata uporabe toka.

Fluks za spajkanje bakra, aluminija in drugih kovin
Glavna prednost trdnih spajk je posledica trdnosti in visoke temperaturne stabilnosti nastalih spojev.Visokotemperaturno spajkanje se izvede s povezavo bakrenih cevi s premerom 6-159 mm, pri dobavi vode pa premer cevi, povezanih s takim spajanjem, ne sme biti manjši od 28 mm
.V praksi so med mehkimi topili najpogosteje uporabljeni spajkalniki iz bakra, bakra in bakra ter bakreni fosfor v povezavi z bakrenimi cevmi. Natančna formulacija njihove proizvodnje in odstotek komponent se razlikuje med različnimi proizvajalci.