Polimerni materiali iztisnejo tradicionalno kovino iz gradbenega trga. Mnogi razvijalci, ki so izbrali oskrbo z vodo, ogrevanje iz polietilena, poli-butilena, polipropilena, po nakupu, obstaja težava,kako spajati plastične cevi . Tehnologija je preprosta, ne zahteva usposabljanja, precej majhna praksa, pol metra kos cevi, nakup spajkalnika z minimalno opremo. Navodila za varilno napravo vam omogočajo, da takoj delate, časovna razporeditev za ogrevanje spojev glede na debelino stene izdelka pa zagotavlja visoko kakovost šiva.

Navodila za spajkanje plastičnih cevi doma
Najlažje navodilo za spajkanje plastičnih cevi je naslednje:
- varilni aparat je nameščen na dobavljenem stojalu, vključen v omrežje ;
- v spajkalni luknji rokava
- pripravite konce - cev je treba odrezati, odstraniti posnetek, uporabiti oznako tveganja za nadzor globine potopitve v sklopki
- naprava signalizira o segrevanju do 270 stopinj z zvokom
- sklopka je oblečena na eni strani rokava, cev je vstavljena v luknjo odgovora
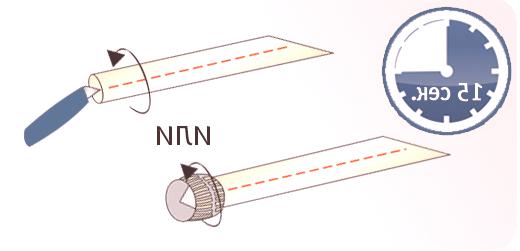
- za ogrevanje časa, izbranega v tabeli (10 - 4 sekunde), je vrtenje delov v ohišju prepovedano, tako med namestitvijo kot med pripravljenostjo
- so taljeni konci v paketu, ne da bi se premaknili do znakov za označevanje, ki so fiksni za nekaj sekund .
- postopek se ponovi za ustrezno stran prižičenja, drugi del cevi
Po več povezavah postane tehnologijarazumljivo je, in po pripravi ogrevalnega kroga uporabnik spozna skrivnosti,kako sprejeti plastične cevina neudobnih mestih. V praksi se običajno oblikujejo posamezni obdelovalni kosi, končna sestava (zadnja dva spoja) se proizvaja lokalno.
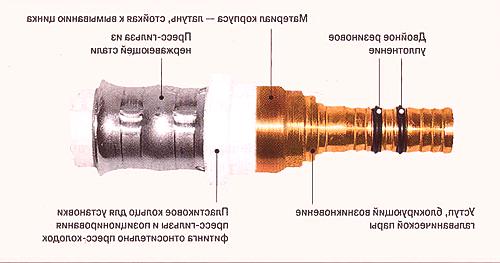
Sesanje cevi z električno sklopko
Elektromotorna tehnologija je enostavnejša od prejšnje, za vse, ki znajo spajati plastične cevi na zgoraj opisan način, ni nič težkega. Napake so popolnoma izključene zaradi vgrajene spirale okovja, programa znotraj naprave. Tehnologija je nekoliko drugačna:
- rezane, obdelane pod posnetkom robov obeh cevi (podvojitev produktivnosti)
- cilji so tudi razmaščeni, tveganje za nadzor pa odpravlja potrebo .
- pri precejšnji dolžini delov cevovoda, objemk (mehanskih, tračnih)
- naprava je vključena v omrežje, tabela se odpre v navodilu ali se čitalnik črtne kode odčita iz vsakega obdelovanca
- ton signalizira pripravljenost naprave, da se spajka
- elektrode so priključene na reže na ohišju sklopke, čas ogrevanja se nastavi samodejno ali ročno
- monitor po nekaj sekundah prikaže informacije o zaključku postopka .
- v kratkem stiku pride do negativnega rezultata, napaka v spojkah v dušilki, pri drugem varjenju je brezhibna
Po prvem je postalo jasno, kako plastificirati plastične cevi. Ta možnost vam omogoča, da vnaprej zberete konture, izmenično preklopite elektrode iz sklopke vsklopko Povečanje hitrosti brez izgube kakovosti. Fleksibilni spoji postajajo bolj dostopni, edina pomanjkljivost metode jepovečanje stroškov priklopa . Elektromotorna naprava je cenejša, manj kompaktna, ni nevarnosti poškodb premazov z ogrevano omarico za spajkanje. Nepopolnost prve metode (varjenje majhnih premerov) v tem primeru ni prisotna. Za velike cevi je potrebno samo povečati zanesljivost pritrditve v času vgradnje, segrevanje sklopke.